ບັນຫາທີ່ຫຍຸ້ງຍາກທີ່ສຸດຂອງ
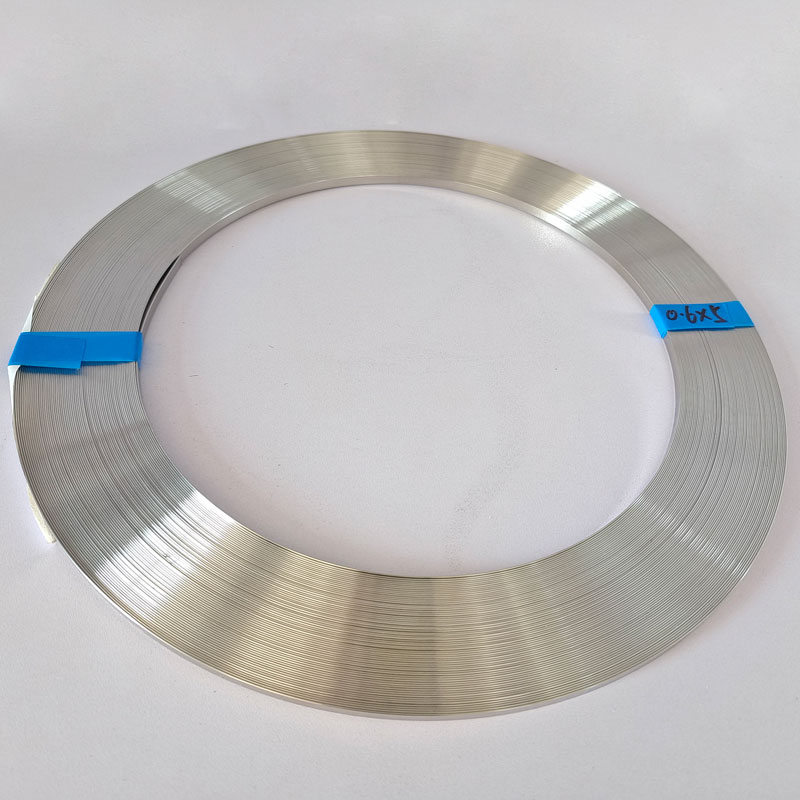
ແຜ່ນສະແຕນເລດ 304ການເຊື່ອມໂລຫະແມ່ນການເຈາະເຊື່ອມແລະການເຊື່ອມໂຊມ. ໄດ້
ແຜ່ນສະແຕນເລດ 304ມີລະດັບການຍັບຍັ້ງຂະຫນາດນ້ອຍ. ມັນຂຶ້ນກັບການໃຫ້ຄວາມຮ້ອນໃນທ້ອງຖິ່ນແລະຄວາມເຢັນໃນລະຫວ່າງການຂະບວນການເຊື່ອມ? ມັນປະກອບເປັນຄວາມຮ້ອນແລະຄວາມເຢັນທີ່ບໍ່ສະເຫມີກັນ, ແລະການເຊື່ອມໂລຫະຈະສ້າງຄວາມກົດດັນທີ່ບໍ່ສະເຫມີກັນ. ແລະຄວາມເຄັ່ງຕຶງ, ເມື່ອການຫຍໍ້ລົງຕາມລວງຍາວຂອງ seam ການເຊື່ອມແມ່ນເກີນມູນຄ່າທີ່ແນ່ນອນຢູ່ໃນຂອບຂອງແຜ່ນບາງໆ, ມັນຈະເຮັດໃຫ້ເກີດການຜິດປົກກະຕິຄ້າຍຄືຄື້ນທີ່ຮຸນແຮງກວ່າບໍ? ມັນຈະສົ່ງຜົນກະທົບຕໍ່ຄຸນນະພາບຮູບຮ່າງຂອງ workpiece ໄດ້.
ມາດຕະການຕົ້ນຕໍໃນການແກ້ໄຂການເຜົາໄຫມ້ໂດຍຜ່ານການແລະການເສຍຮູບຂອງແຜ່ນ 304 ສະແຕນເລດໃນລະຫວ່າງການເຊື່ອມຕໍ່ແມ່ນດັ່ງຕໍ່ໄປນີ້:
1. ຄວບຄຸມການປ້ອນຄວາມຮ້ອນຢ່າງເຂັ້ມງວດໃສ່ການເຊື່ອມໂລຫະ, ເລືອກວິທີການເຊື່ອມໂລຫະທີ່ເຫມາະສົມແລະຕົວກໍານົດການຂະບວນການ (ຕົ້ນຕໍແມ່ນປະຈຸບັນການເຊື່ອມໂລຫະ, ແຮງດັນໄຟຟ້າ, ຄວາມໄວການເຊື່ອມໂລຫະ).
2. ໂດຍທົ່ວໄປແລ້ວ, ທໍ່ຂະຫນາດນ້ອຍກວ່າໂດຍທົ່ວໄປແລ້ວແມ່ນໃຊ້ສໍາລັບການເຊື່ອມໂລຫະແຜ່ນສະແຕນເລດ 304, ແຕ່ພວກເຮົາແນະນໍາໃຫ້ໃຊ້ເສັ້ນຜ່າກາງຂອງ nozzle ຂະຫນາດໃຫຍ່ເທົ່າທີ່ເປັນໄປໄດ້, ເພື່ອໃຫ້ພື້ນຜິວປ້ອງກັນການເຊື່ອມໂລຫະໃນລະຫວ່າງການເຊື່ອມໂລຫະຈະມີຂະຫນາດໃຫຍ່, ແລະອາກາດສາມາດແຍກອອກໄດ້ຢ່າງມີປະສິດທິພາບ. ໄລຍະເວລາຕໍ່ໄປອີກແລ້ວຂອງທີ່ໃຊ້ເວລາ, ດັ່ງນັ້ນ seam ການເຊື່ອມຕໍ່ສາມາດໄດ້ຮັບການສ້າງຕັ້ງຂຶ້ນຄວາມສາມາດ antioxidant ທີ່ດີ.
3. ເມື່ອໃຊ້ Ï 1.5 cerium tungsten rod, ຄວາມຄົມຊັດຂອງການ grinding ຄວນຈະ sharper, ແລະຄວາມຍາວຂອງ rod tungsten ອອກຈາກ nozzle ຄວນຍາວເທົ່າທີ່ເປັນໄປໄດ້, ເຊິ່ງຈະເຮັດໃຫ້ໂລຫະພື້ນຖານລະລາຍໄວຂຶ້ນ, ນັ້ນຄື. ເວົ້າວ່າ, ອຸນຫະພູມ melting ເພີ່ມຂຶ້ນໄວ, ອຸນຫະພູມຈະມີຄວາມເຂັ້ມຂຸ້ນຫຼາຍ, ດັ່ງນັ້ນພວກເຮົາສາມາດ melt ຕໍາແຫນ່ງທີ່ຕ້ອງການ melting ໄວເທົ່າທີ່ເປັນໄປໄດ້, ແລະຈະບໍ່ປ່ອຍໃຫ້ອຸນຫະພູມຂອງ matrix ເພີ່ມຂຶ້ນ, ດັ່ງນັ້ນພື້ນທີ່ທີ່. ຄວາມກົດດັນພາຍໃນຂອງການປ່ຽນແປງອຸປະກອນການຈະກາຍເປັນຂະຫນາດນ້ອຍ, ແລະໃນທີ່ສຸດການປ່ຽນແປງຂອງອຸປະກອນການຍັງຈະໄດ້ຮັບການຫຼຸດຜ່ອນ.
4. ຂະຫນາດການປະກອບຄວນຈະຖືກຕ້ອງ, ແລະຊ່ອງຫວ່າງການໂຕ້ຕອບຄວນຈະມີຂະຫນາດນ້ອຍເທົ່າທີ່ເປັນໄປໄດ້. ຖ້າຊ່ອງຫວ່າງໃຫຍ່ກວ່າເລັກນ້ອຍ, ມັນງ່າຍທີ່ຈະເຜົາຜ່ານ, ຫຼືສ້າງເປັນທໍ່ເຊື່ອມທີ່ໃຫຍ່ກວ່າ.
5. ຕ້ອງໃຊ້ອຸປະກອນປົກຫຸ້ມແຂງບໍ? ຜົນບັງຄັບໃຊ້ clamping ແມ່ນສົມດູນແລະແມ້ກະທັ້ງ. ຈຸດສໍາຄັນຂອງການເຊື່ອມໂລຫະແຜ່ນສະແຕນເລດແມ່ນການຄວບຄຸມຢ່າງເຂັ້ມງວດພະລັງງານຂອງສາຍຢູ່ໃນການເຊື່ອມໂລຫະ, ແລະພະຍາຍາມຫຼຸດຜ່ອນການປ້ອນຄວາມຮ້ອນໄດ້ຫຼາຍເທົ່າທີ່ເປັນໄປໄດ້ພາຍໃຕ້ການສະຖານທີ່ການເຊື່ອມໂລຫະສາມາດສໍາເລັດ, ເພື່ອຫຼຸດຜ່ອນເຂດຜົນກະທົບຄວາມຮ້ອນ. ແລະຫຼີກເວັ້ນການປະກົດຕົວຂອງຂໍ້ບົກພ່ອງຂ້າງເທິງ.
6. ການເລືອກລໍາດັບການເຊື່ອມໂລຫະທີ່ສົມເຫດສົມຜົນແມ່ນມີຄວາມສໍາຄັນໂດຍສະເພາະສໍາລັບການຄວບຄຸມການຜິດປົກກະຕິຂອງການເຊື່ອມໂລຫະ. ສໍາລັບໂຄງສ້າງຂອງການເຊື່ອມໂລຫະ symmetrical, ການເຊື່ອມ symmetrical ຄວນຖືກນໍາໃຊ້ຫຼາຍເທົ່າທີ່ເປັນໄປໄດ້; ຂ້າງ. ການຜິດປົກກະຕິຂອງການເຊື່ອມໂລຫະດ້ານຫລັງແມ່ນພຽງພໍທີ່ຈະລົບລ້າງການຜິດປົກກະຕິຂອງດ້ານຫນ້າເພື່ອໃຫ້ການເຊື່ອມໂຊມໂດຍລວມຫຼຸດລົງ.
7. ສິ່ງທີ່ດີທີ່ສຸດສໍາລັບແຜ່ນສະແຕນເລດ 304 ແມ່ນການເຊື່ອມໂລຫະດ້ວຍເລເຊີ, 0.1MM ສາມາດເຊື່ອມໄດ້, ແລະຂະຫນາດຈຸດ laser ສາມາດປັບໄດ້ຕາມໃຈມັກ, ເຊິ່ງສາມາດຄວບຄຸມໄດ້ດີ. ບໍ່ມີອັດຕາສ່ວນການຜິດປົກກະຕິໃດໆ.